In today’s fast-moving industrial landscape, packaging plays a critical role in product safety, branding, logistics, and compliance. Whether in food production, pharmaceuticals, or heavy industrial sectors, businesses rely heavily on automation to maintain efficiency and consistency. This is where a packaging machine manufacturer becomes an essential partner in the value chain.
A professional packaging machine manufacturer does more than just supply equipment, it delivers engineered solutions that enhance production speed, reduce labor costs, and ensure compliance with international packaging standards. As industries evolve toward automation and smart manufacturing, the demand for reliable packaging systems continues to grow rapidly across global markets.
This article explores the importance of packaging machinery, key applications, machine types, selection criteria, and why choosing the right manufacturer can significantly impact business success.
Understanding a Packaging Machine Manufacturer
A packaging machine manufacturer is a specialized industrial company that designs, develops, and produces machines used for packaging goods in various formats such as bottles, pouches, cartons, sachets, and shrink wraps.
These manufacturers integrate mechanical engineering, automation systems, robotics, and quality control technologies to build machines that meet diverse production needs. Their goal is to streamline packaging operations while ensuring accuracy, hygiene, and speed.
Modern manufacturers focus heavily on customization, allowing businesses to tailor machines based on product type, packaging material, and production volume. This adaptability is especially important in industries like food and pharmaceuticals where compliance and precision are non-negotiable.
Importance of Packaging Machines in Modern Industries
Packaging is no longer just about enclosing a product; it is about protection, preservation, presentation, and performance.
A reliable packaging system helps industries:
- Maintain product hygiene and safety
- Extend shelf life of perishable goods
- Ensure tamper-proof sealing
- Improve transportation efficiency
- Enhance brand presentation
- Reduce manual labor dependency
Without advanced packaging automation, companies risk inconsistent quality, higher operational costs, and slower production cycles.
Packaging Machine Manufacturer Solutions for Food Industry
The food sector is one of the largest users of packaging technology. A trusted packaging machine manufacturer provides specialized systems designed for hygiene-sensitive and high-volume environments.
Common food packaging applications include:
- Snack packaging (chips, biscuits, chocolates)
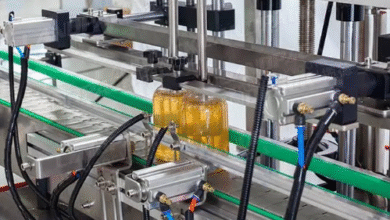
- Liquid filling (juices, sauces, dairy products)
- Vacuum sealing for meat and frozen foods
- Powder filling for spices and flour
- Ready-to-eat meal packaging
Food-grade machines are built using stainless steel materials and comply with strict hygiene standards. Automation ensures minimal human contact, reducing contamination risks and maintaining consistent quality.
Packaging Machine Manufacturer Solutions for Pharma Industry
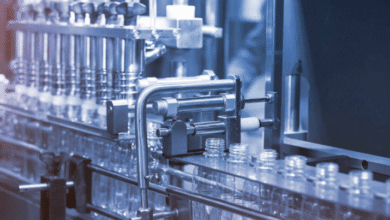
In pharmaceuticals, packaging precision is directly linked to safety and regulatory compliance. A reliable manufacturer provides machines that meet global standards such as GMP (Good Manufacturing Practices).
Pharmaceutical packaging includes:
- Blister packaging for tablets and capsules
- Ampoule and vial filling machines
- Sachet filling for powders and liquids
- Labeling and serialization systems
- Tamper-evident sealing solutions
Accuracy in dosage, traceability, and contamination control are essential. Advanced automation ensures that every unit is correctly packaged and properly labeled for regulatory approval.
Industrial Applications of Packaging Machines
Beyond food and pharma, industrial sectors also rely heavily on packaging automation. A versatile packaging machine manufacturer supplies robust machines designed for heavy-duty applications.
Industrial packaging uses include:
- Chemical product packaging
- Construction material packaging (cement, adhesives)
- Agricultural goods packaging
- Hardware and spare parts packaging
- Bulk material handling and palletizing
These systems are designed for durability, high-speed operation, and large-scale output.
Types of Packaging Machines Offered by Manufacturers
Leading manufacturers offer a wide range of machinery to meet different packaging needs. Some of the most common types include:
1. Filling Machines
Used for liquids, powders, and granules with high precision dosing systems.
2. Sealing Machines
Ensure airtight sealing for bags, pouches, and containers.
3. Labeling Machines
Apply product labels accurately for branding and compliance.
4. Wrapping Machines
Used for shrink wrapping and protective packaging.
5. Cartoning Machines
Automatically pack products into cartons for retail distribution.
6. Vacuum Packaging Machines
Remove air to preserve freshness and extend shelf life.
Each machine type is engineered for specific production environments, ensuring efficiency and consistency.
How to Choose the Right Packaging Machine Manufacturer
Selecting the right partner is crucial for long-term operational success. Businesses should evaluate manufacturers based on several key factors:
1. Industry Experience
A manufacturer with proven expertise understands production challenges and compliance requirements.
2. Customization Capability
The ability to customize machines ensures compatibility with unique product requirements.
3. Technology Integration
Modern machines should support PLC control systems, IoT monitoring, and automation features.
4. Build Quality and Materials
High-grade materials ensure durability and hygiene compliance.
5. After-Sales Support
Maintenance, spare parts availability, and technical support are critical for uninterrupted operations.
6. Production Capacity
The machine should match current and future production demands.
Benefits of Working with a Professional Packaging Machine Manufacturer
Partnering with an experienced manufacturer provides multiple advantages:
- Increased production efficiency
- Reduced operational costs
- Improved product consistency
- Enhanced safety and hygiene standards
- Scalable automation solutions
- Reduced human error in packaging
Automation also allows businesses to allocate human resources to higher-value tasks such as quality control and logistics planning.
Technological Advancements in Packaging Machinery
The packaging industry is rapidly evolving with the integration of advanced technologies. Modern manufacturers are adopting:
- Artificial Intelligence (AI) for predictive maintenance
- IoT-enabled machines for real-time monitoring
- Robotics for high-speed packaging
- Smart sensors for quality detection
- Energy-efficient systems for sustainable production
These innovations are reshaping how industries approach packaging, making processes faster, smarter, and more reliable.
See also: Mastering Advanced Lifeguarding Techniques
Why Choosing a Reliable Packaging Machine Manufacturer Matters
A dependable manufacturer ensures not only high-quality machinery but also long-term business stability. Poor-quality equipment can lead to production downtime, product loss, and compliance issues.
A trusted packaging machine manufacturer provides engineering expertise, technical consultation, and continuous support to ensure smooth operations. This partnership becomes a strategic asset for companies aiming to scale production and improve efficiency.
Future of Packaging Automation
The future of packaging lies in full automation and intelligent manufacturing systems. As global demand continues to rise, companies will increasingly rely on integrated packaging lines that combine filling, sealing, labeling, and palletizing in one seamless workflow.
Sustainability will also play a major role, with manufacturers focusing on eco-friendly materials, energy-efficient systems, and waste reduction technologies.
Businesses that invest early in advanced packaging systems will gain a competitive advantage in speed, cost efficiency, and product quality.
Conclusion
A professional packaging machine manufacturer plays a vital role in modern industrial success. From food and pharmaceuticals to heavy industrial applications, packaging automation ensures efficiency, safety, and scalability. As industries continue to evolve, investing in advanced packaging technology is no longer optionalit is essential for long-term competitiveness.
Choosing the right manufacturing partner ensures not only high-performance machinery but also sustainable business growth in an increasingly automated world.
Frequently Asked Questions (FAQs)
1. What does a packaging machine manufacturer do?
A packaging machine manufacturer designs and produces machines used to automate packaging processes in industries like food, pharma, and manufacturing.
2. Which industries use packaging machines the most?
The food, pharmaceutical, chemical, agricultural, and industrial manufacturing sectors are the primary users of packaging machines.
3. Why is automation important in packaging?
Automation improves speed, reduces labor costs, enhances accuracy, and ensures consistent product quality.
4. Can packaging machines be customized?
Yes, most manufacturers offer customized solutions based on product type, packaging material, and production requirements.
5. What should I consider before choosing a manufacturer?
You should evaluate experience, technology, machine quality, customization options, and after-sales support.
6. Are modern packaging machines energy efficient?
Yes, modern machines are designed with energy-efficient systems to reduce power consumption and operational costs.